
The injection molding process allows you to create seemingly endless features. The challenge is balancing the upfront cost of tooling against the long-term piece price savings. Advanced tooling features like cams, lifters, unscrewing cores, and hydraulics can create various features like undercuts and threads on a part. However, these all add to the upfront cost of tooling. For low order quantities, the long-term piece price savings of creating these features with advanced tooling may never be realized.
However, there are some more cost-effective methods for creating features like undercuts and threads. For example, there are hybrid tooling options for creating these features. Handloads can be designed into tooling where an operator manually handles the tooling components. In this scenario, the operator “hand loads” a tooling component on each cycle of the mold. This hybrid method is commonly used on low order quantity projects and prototype tooling where it is quicker and cheaper to make a mold with hand loads vs. automatic tooling.
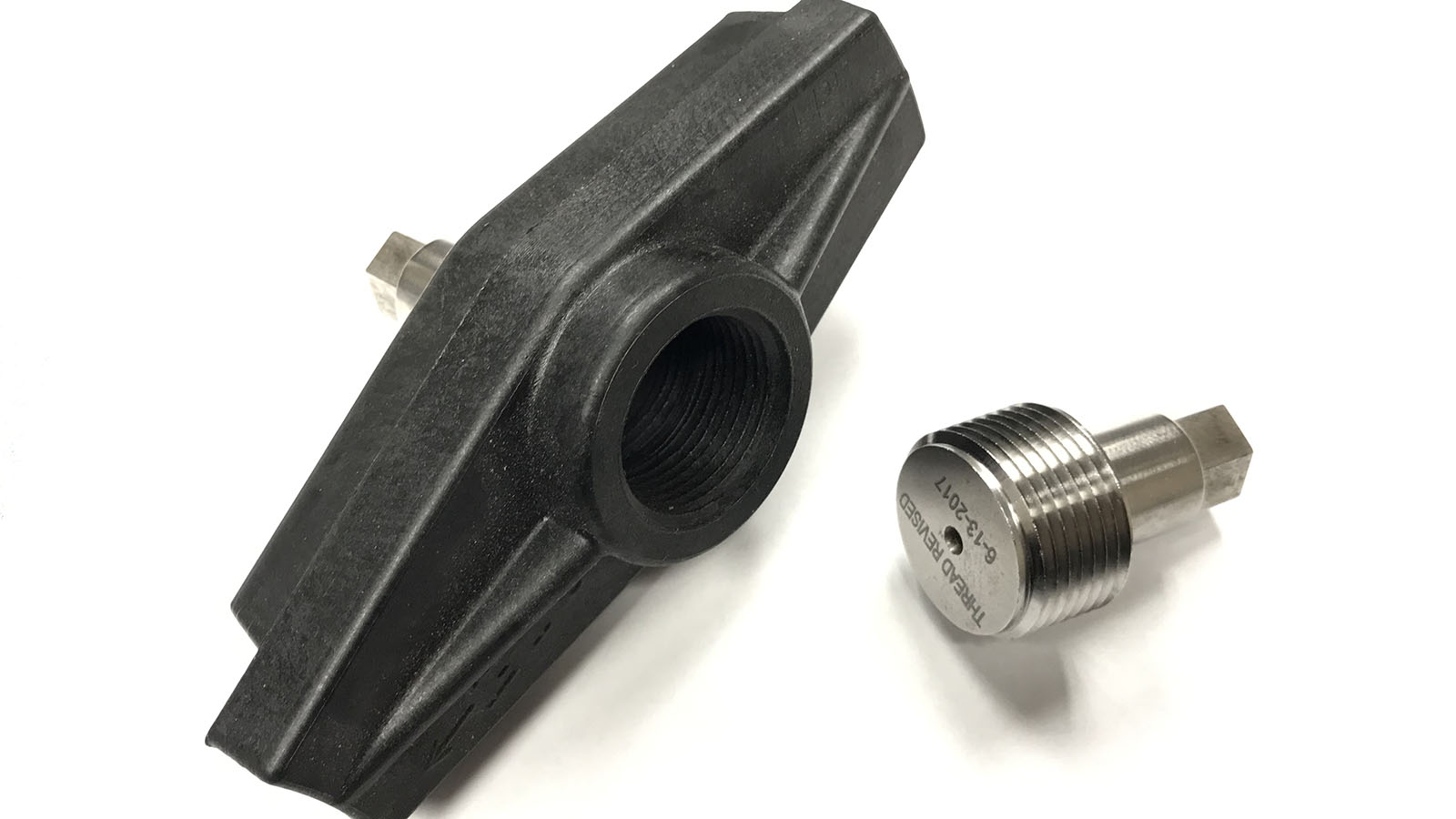
The image below is an example of an injection molded part made with hand loads. The part (in black) has two opposing threads. The threads are created by loading the hand loads into the mold before the injection molding process. The part is then removed from the mold and the hand loads are unthreaded.
For some applications that have multiple small threads (for example), hand loads may not be feasible or cost-effective over time. Hand loads may not even be possible if threads are close together and would take to a long time to unthread/reload into the mold. A process like this could either require a second operator or end up slowing the molding process—both of which will increase the cost of the part. In this scenario, post-molding operations like drilling and threading could be the best option.
The part in the image below requires six small taped holes. Because the annual volume was low in this case, investment in automatic tooling to generate threads could not be cost-justified. However, hand loads for each thread would slow the molding process and require a full-time operator. For this particular case, it was best to run the mold without an operator and tap the plastic using CNC equipment as a post-molding operation.
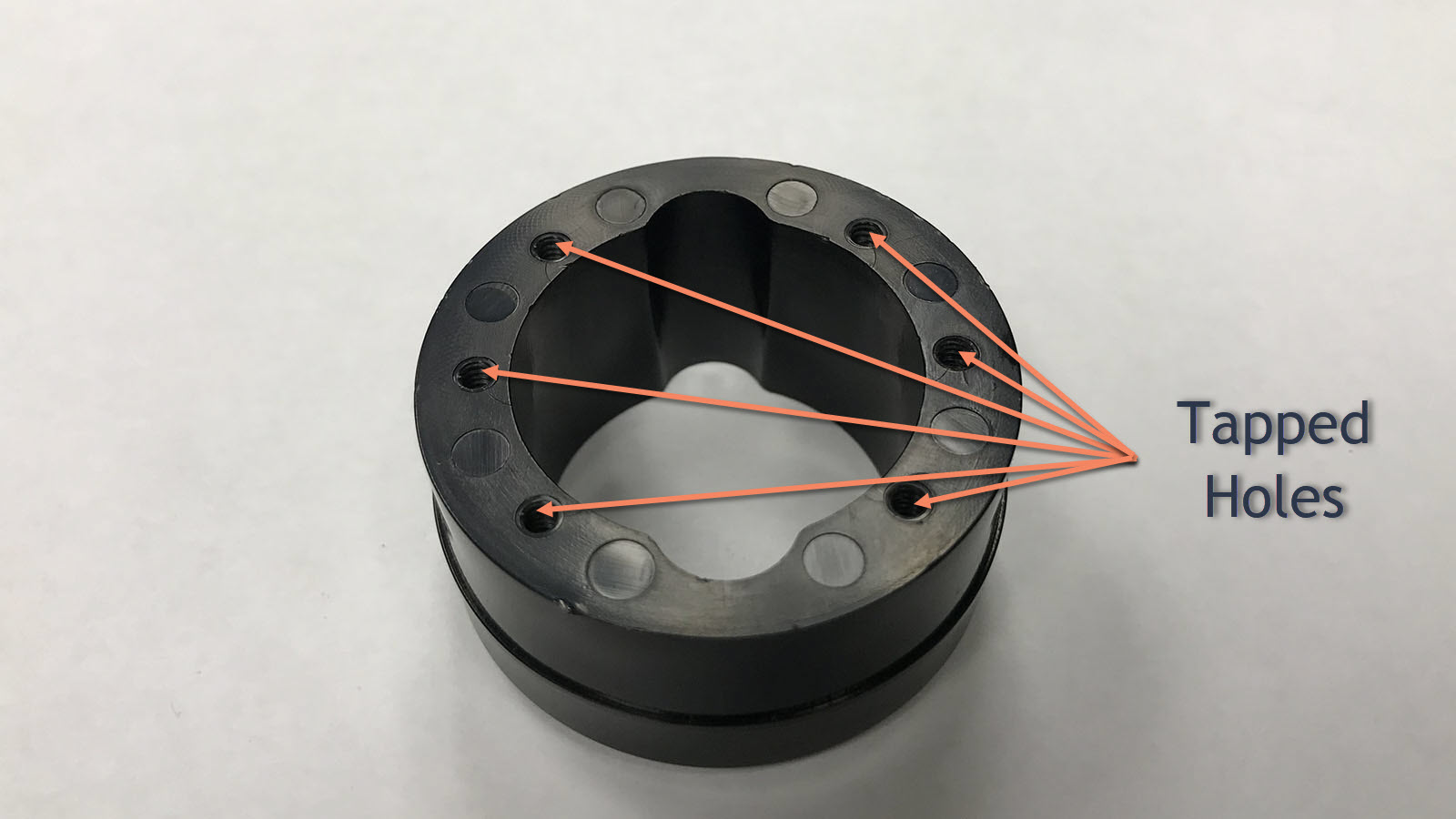
The cycle time for tapping the part in a CNC machine was faster than if the part was molded with an operator using hand loads. So, even though both operations require a machine operator, the post-molding process is more cost-effective because of the more efficient use of labor.
Drilling and tapping is one of several value added services offered by Basilius. These services are an extension of Basilius’ turn-key design, tooling, and injection molding capabilities.